Михаил Нижник, генеральный директор, ООО «Группа МЕТТАТРОН»
Александр Черный, технолог, ООО «Группа МЕТТАТРОН»
В первой части мы рассмотрели состав паяльных паст и влияние составляющих на конечный результат.
Теперь перейдем к факторам, влияющим на качество печати, — правильности настройки принтеров и свойствам паяльных паст.
ПАРАМЕТРЫ ПЕЧАТИ
Сегодня для печати используют два процесса: традиционную печать с ракелем и процесс прямой печати изображения (ProFlow) — например, процессы DEK ProFlow, MPM, Rheometric Pump Print Head и Ekra Crossflow (см. рис. 15).
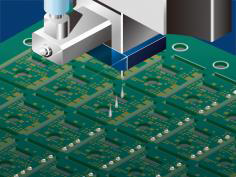
Рис. 15. Прямая печать
Системы DEK, MPM и Ekra осуществляют прямую печать (используется печатающая головка). При этом паяльная паста не подвергается воздействию окружающей среды, что позволяет устранить ухудшение свойств пасты, обусловленное контактом с атмосферным воздухом.
В статье речь пойдет, в основном, о ракельной печати.
Характеристики принтера: скорость отделения трафарета, возможность регулировки этой скорости, скорость перемещения и давление ракеля, точность совмещение трафарета. Для качественного нанесения пасты на каждую площадку важна регулировка зазора между трафаретом и платой. Существует два режима: работа «без зазора» и работа «с зазором».

Рис. 16. Нанесение паяльной
пасты в режиме «без зазора»
Если принтер оборудован системой регулировки скорости отделения трафарета или платы, то рекомендуется работать «без зазора» (см. рис. 16), особенно для печатных плат с высокой плотностью монтажа. Это объясняется тем, что работа «без зазора» предотвращает затекание паяльной пасты под трафарет, что значительно уменьшает вероятность образования перемычек.
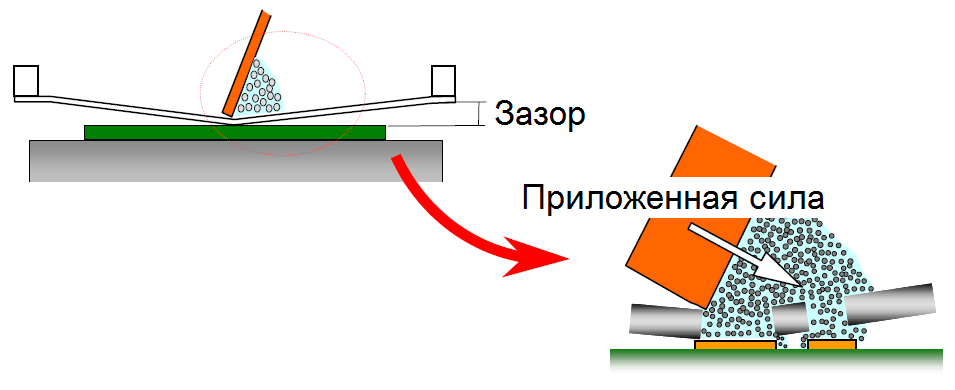
Рис. 17. Нанесение паяльной пасты в режиме «с зазором»
Режим «с зазором» (см. рис. 17) применяется в тех случаях, когда нет системы регулирования скорости отделения трафарета. При отделении трафарета без регулировки скорости не обеспечивается плавность отделения, из-за чего теряется четкость отпечатка. В этом случае плавность отделения обеспечивается прогибом трафарета под действием ракеля. Следует отметить, что наличие зазора между трафаретом и платой может вызвать размазывание пасты. Для уменьшения этого эффекта необходима тщательная регулировка скорости печати, давления ракеля и величины зазора.
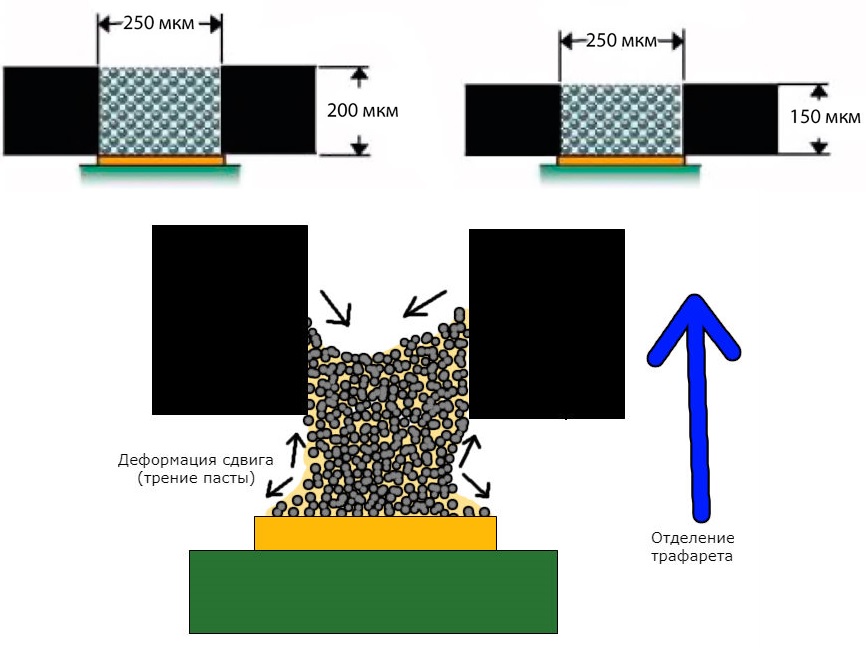
Рис. 18. Деформация отпечатка
пасты при отделении трафарета
Другой параметр, определяющий качество печати, — скорость отделения трафарета. Снижение скорости отделения трафарета уменьшает трение пасты о стенки апертуры и дает более ровный и четкий отпечаток пасты (см. рис. 18).
Пределы и шаг регулировки скорости отделения определяются моделью принтера. Рекомендуется работать с наименьшей возможной скоростью — 0,1—0,5 мм/с. В большинстве принтеров предусматривается два уровня регулирования. Вначале, на первых 1—2 миллиметрах, отделение шаблона должно идти с малой скоростью, затем — с большей, что сокращает время операции.
Давление ракеля рекомендуется выставлять на наименьшую возможную величину. Чрезмерное давление вызывает растяжение трафарета и деформацию кромки ракеля, а это, в свою очередь, приводит к выдавливанию флюса и размазыванию пасты.
Скорость движения ракеля выставляется исходя из оптимального времени операции печати. При этом необходимо учитывать, что большинство паяльных паст предназначено для скорости печати до 100 мм/с. При более высокой скорости печати возникают чрезмерные механические нагрузки на пасту, снижается ее вязкость и тиксотропные свойства. В результате интенсивного перемешивания ракелем может произойти сильное падение вязкости и тиксотропных свойств, паста станет сильно осаживаться, образуя перемычки и шарики припоя уже на стадии печати. При необходимости вести печать на скоростях выше 100 мм/c рекомендуется провести тщательную оптимизацию технологического процесса до начала массового производства и использовать паяльные пасты, предназначенные для печати с высокой скоростью.
При непрерывной печати качество отпечатков ухудшается из-за попадания флюса на нижнюю поверхность трафарета. При этом увеличивается количество наносимой пасты, что приводит к образованию перемычек. Чтобы этого не происходило, трафарет нуждается в периодической очистке. Периодичность очистки зависит от шага и размера апертур, свойств паяльной пасты и других факторов. Чем выше плотность монтажа, тем чаще нужно чистить трафарет, чтобы избежать возникновения дефектов пайки.
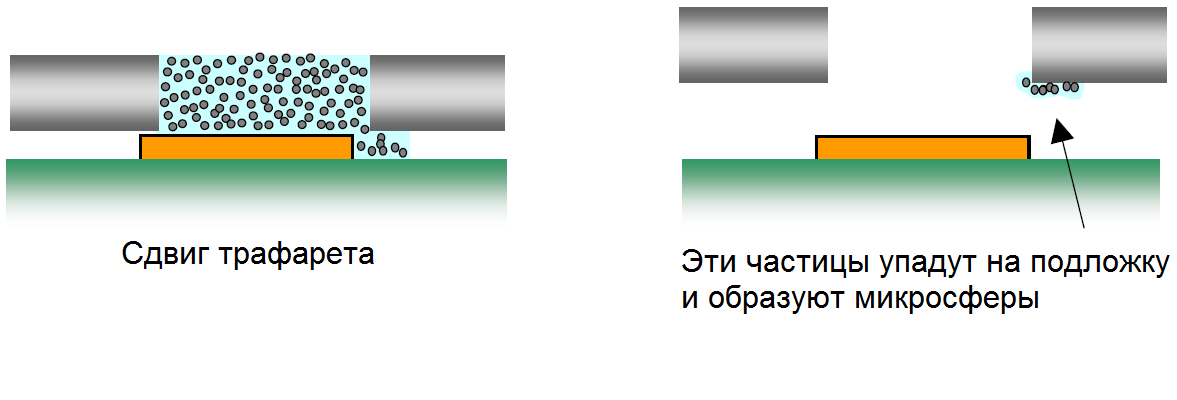
Рис. 19. Дефект печати, возникающий при сдвиге трафарета
Совмещайте трафарет с пастой очень точно. В противном случае паста будет наноситься не только на контактные площадки, но и на участки, закрытые защитной паяльной маской. В результате упадет воспроизводимость отпечатков. Также это может привести к налипанию пасты на обратную сторону трафарета, что, в свою очередь, приведет к образованию шариков припоя вокруг контактных площадок (см. рис. 19).
Для воспроизводимости качества отпечатков паяльной пасты важен и контроль параметров окружающей среды. Паяльная паста — смесь частиц припоя и флюса. Флюс, в свою очередь, — смесь тиксотропных добавок, растворителей и т. д. На изменение температуры реагируют как твердые компоненты, так и растворители, что может повлиять на поведение пасты при изменении температуры и влажности.
Порошок припоя
Качество отпечатков сильно зависит от формы и размера частиц порошка припоя. Первоначально популярностью пользовались паяльные пасты с частицами припоя неправильной формы, так как они значительно дешевле в производстве. Это не приводило к ухудшению качества пайки, потому что в конце XX века не было печатных плат с высокой плотностью монтажа и трафаретов с малым размером апертур.
В дальнейшем необходимость миниатюризации электроприборов привела к использованию корпусов микросхем с шагом выводов 0,65 мм, 0,5 мм и даже 0,2 мм. Чтобы уменьшить количество дефектов пайки, пришлось отказаться от частиц с неправильной формой и производить более жесткую калибровку по размеру и форме частиц (см. рис. 20).
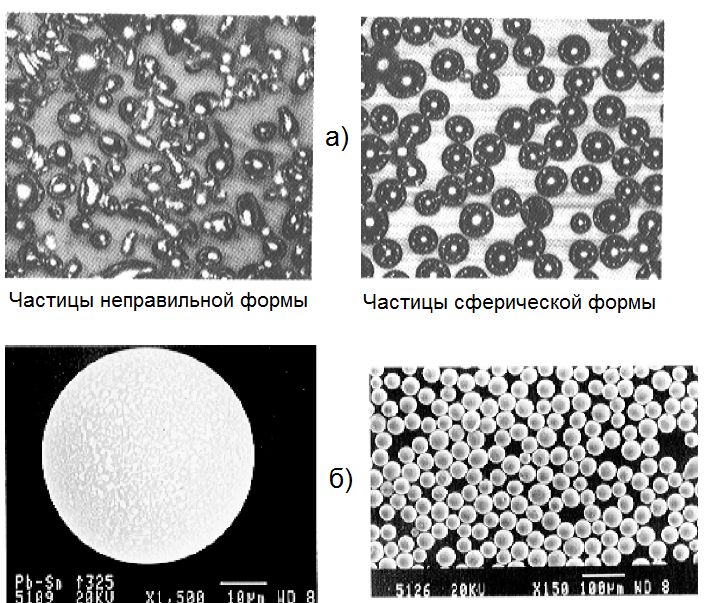
Рис. 20. Форма частиц припоя (а); так выглядят
частицы припоя под большим увеличением (б)
Чем выше плотность монтажа, тем меньше размер апертур трафарета и, соответственно, размер частиц припоя. Максимальный размер частицы припоя должен быть в 5 раз меньше минимального габарита апертуры. Другими словами, по ширине самой маленькой апертуры должно умещаться не менее 5 частиц припоя (рис. 21).
Первоначально для высокого качества печати было достаточно использования частиц 20–50 мкм для корпусов с шагом между выводами 0,5 мм. Теперь же, после перехода к элементной базе с шагом выводов 0,25 мм, распространение получили пасты с размером частиц 15–25 мкм. Уже используются корпуса чип-элементов типоразмера 0201', и выпускаются паяльные пасты с размером частиц 1–5 мкм. Учитывая высокое содержание оксидов в таком порошке, рекомендуется применять его только для пайки в среде азота.
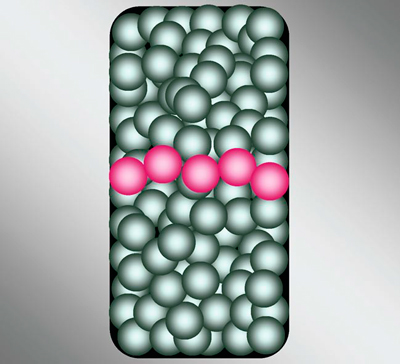
Рис. 21. Максимальный размер
частицы припоя в апертуре
Флюсы для паяльных паст
Флюсы, входящие в состав паяльных паст, оказывают наибольшее влияние на качество печати.
Флюс паяльной пасты — довольно сложная химически активная смесь растворителей, лубрикантов и др., обладающих разной вязкостью, тиксотропностью, химической активностью. Оптимизация конечных свойств подобной смеси имеет критически важное значение для качества печати.
Вязкость паяльных паст общего назначения находится в пределах 1000–2000 Ps (Пуаз). Для определения вязкости паяльных паст фирмы «KOKI» используется вискозиметр Malcom PCU-200 (см. рис. 22).

Рис. 22. Вискозиметр для измерения
вязкости паяльных паст
Вязкость паяльной пасты влияет на растекаемость и другие свойства, отвечающие за качество печати. Тиксотропные добавки обеспечивают устойчивость пасты к напряжениям сдвига при печати. Это свойство обеспечивает восстановление вязкостных показателей (стойкость к осадке) при непрерывной печати. Тиксотропные вещества называются восками. Воски делают пасту устойчивой к механическим напряжениям, возникающим при ракельной печати, и снижают трение пасты о стенки, что важно для нормального отделения трафарета.
Скорость испарения растворителей, входящих в состав паяльных паст, определяет время жизни паяльной пасты. Различают время жизни паяльной пасты на трафарете и время жизни после нанесения. Поскольку на контактную площадку наносится маленькое количество пасты, время жизни после нанесения зачастую меньше, чем на трафарете. Для обеспечения высокого качества паяльных паст в состав флюса вводится более 14 растворителей с температурами кипения до 220–290°С. При использовании только низкокипящих растворителей с высокой скоростью испарения паста на трафарете высохнет слишком быстро.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ПАЯЛЬНОЙ ПАСТЫ
Время простоя при нанесении пасты
Время простоя паяльной пасты — это время, на которое пасту можно оставить на трафарете, а затем без перемешивания возобновить работу с сохранением качества отпечатков. Реологические свойства паяльной пасты и ее способность перейти от «вязкости покоя» к рабочей вязкости должны обеспечивать приемлемую реакцию пасты на перерывы и простои в работе, то есть обеспечивать технологические окна.
По мере распространения корпусов типа BGA и MBGA с диаметром выводов 0,3 мм и уменьшения размеров других современных электронных компонентов, потребители обращают на этот показатель все большее внимание.
Пасты с относительно высокой тиксотропностью могут иметь короткое допустимое время простоя, поскольку, если ее оставить в покое минут на 30, то тиксотропность может восстановиться, реология станет хуже и в результате при возобновлении печати качество первых 4–5 отпечатков будет низким.
Время жизни паяльной пасты
Время жизни — это время, в течение которого паяльная паста может работать на трафарете в цикле печать-пауза и сохранять при этом свои свойства.
На время жизни пасты влияют тиксотропность и скорость испарения растворителей. Например, если тиксотропные качества пасты не очень хороши (см. рис. 23, нижний график), то в процессе печати вязкость будет падать, и получится масса дефектов типа перемычек и шариков припоя на схеме.
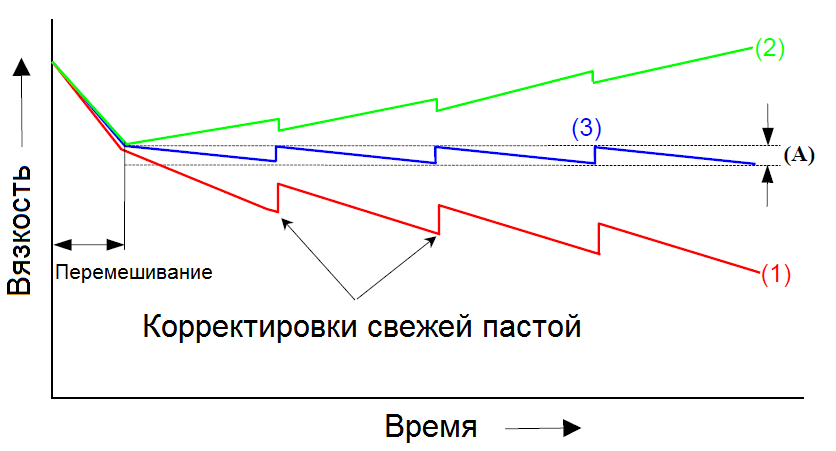
Рис. 23. «Срок жизни» паяльной пасты
Если в пасте используется растворитель с высокой скоростью испарения, то вязкость пасты сильно возрастет, и она прилипнет к ракелю и забьет апертуры.
Синяя линия на графике соответствует идеальному поведению паяльной пасты в течение срока жизни на трафарете. Изменение вязкости (диапазон, А на рис. 23) при непрерывной печати весьма незначительно.
Хотя пасты высокого качества отличаются незначительным изменением вязкости при непрерывной печати, все же рекомендуется поддерживать температуру окружающей среды и относительную влажность воздуха в пределах, указанных производителем паяльной пасты, чтобы растворители чрезмерно не испарялись.
Клейкость
Паста также характеризуется временем сохранения клейкости и силой сцепления. Время клейкости — промежуток времени, в течение которого паста после печати сохраняет клейкость, достаточную для удержания компонентов на месте. Сила сцепления — та сила, с которой паста удерживает прилипший компонент. Время сохранения клейкости определяется с помощью тестера липкости Malcom.
На время сохранения клейкости влияют растворители. Сама клейкость коррелирует со сроком жизни пасты и стойкостью пасты к осадке, поскольку основное влияние на все эти параметры оказывает скорость испарения растворителей. Высокотемпературные растворители испаряются медленнее и дольше сохраняют клейкость пасты. Однако при этом важен выбор вида растворителя, поскольку высокотемпературные растворители снижают стойкость пасты к осадке. Для оптимизации композиции флюса по таким характеристикам, как клейкость, вязкость, запах и совместимость с остальными компонентами, в состав вводят более 20 растворителей с точками кипения от 230 до 300°С.
Стойкость к осадке (растеканию)
Выделяют три основных вида осадки:
— осадка в процессе непрерывной печати из-за напряжений сдвига;
— статическая осадка при комнатной температуре при отсутствии сдвигающих напряжений;
— осадка при пайке в печи оплавления.

Рис. 24. Осадка паяльной пасты
Поскольку по мере миниатюризации расстояние между площадками становится все меньше, стойкость пасты к осадке считается сейчас одной из наиболее важных характеристик. Если после печати паста осаживается и расползается вокруг площадок (см. рис. 24), то появляются перемычки между соседними площадками, шарики припоя на поверхности изделия и другие дефекты. На стойкость пасты к осадке влияет состав флюса, температура размягчения смол и тиксотропных компонентов, температура кипения растворителей и другие параметры композиции.
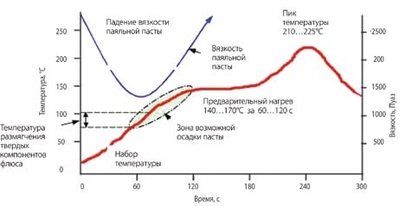
Рис. 25. Температурный диапазон, в котором возможна
осадка паяльной пасты
Наиболее важна стойкость к осадке при нагревании, потому что самая сильная осадка пасты происходит при нагреве из-за размягчения твердых составляющих флюса. В процессе пайки в печи оплавления паяльная паста подвергается температурному воздействию. Пример термопрофиля приводится на рисунке 25.
На начальной стадии процесса оплавления, в зоне набора температуры, твердые компоненты (смолы, активаторы и тиксотропные материалы) в присутствии растворителей начинают размягчаться. Затем, по мере испарения растворителей, вязкость пасты начинает возрастать. На этой стадии образуются дефекты, связанные с осадкой пасты: перемычки и шарики припоя.
Чтобы уменьшить осадку пасты, в композицию флюса вводят комбинацию растворителей с разными температурами кипения и тиксотропные компоненты.
Для оценки стойкости к осадке фирма «KOKI» пользуется стандартом ISO или IPC, который указывается в сопроводительной документации на паяльные пасты, который вы можете посмотреть на нашем сайте.
ПАЯЕМОСТЬ
Смачиваемость
При серийном производстве изделий ремонт дефектов, проявляющихся на конечных стадий процесса пайки, становится все более сложным и дорогим, а зачастую даже невозможным. Наиболее распространенный дефект, связанный с низким уровнем смачиваемости или ее отсутствием, — это «холодная пайка», которая обнаруживается только в процессе эксплуатации или на рентгеновском снимке изделия.
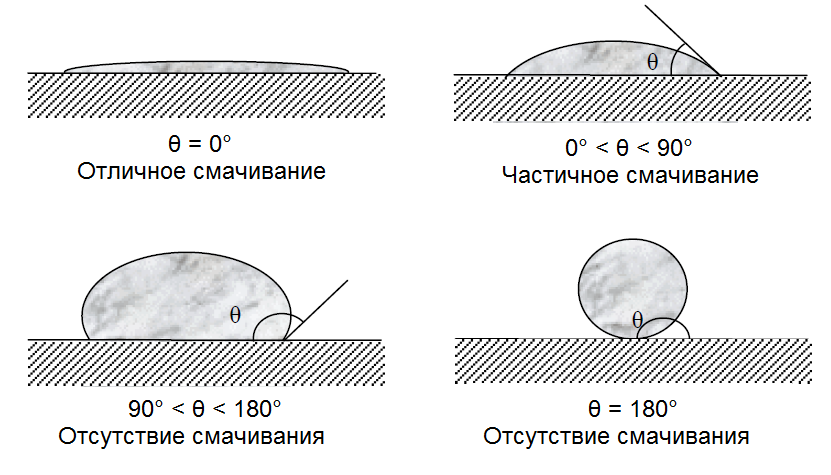
Рис. 26. Виды смачиваемости
Изделия могут работать в условиях переменных температур и влажности, подвергаться ударным и вибрационным воздействиям. Если паяное соединение недостаточно прочное, в процессе эксплуатации в соединениях разовьются трещины, что приведет к разрушению паяного соединения. Поэтому выборе паяльных паст показатель смачиваемости зачастую играет большую роль, чем время жизни паяльной пасты и липкость.
При смачивании жидкий припой растекается по поверхности контактных площадок и выводов электронных компонентов. Когда жидкость попадает на поверхность твердого тела, она принимает форму, которая определяется свойствами и жидкости, и твердого тела (см. рис. 26). Угол, образованный поверхностью жидкости и твердого тела в точке контакта, называют «углом контакта». Величина этого угла определяет степень смачиваемости.
Наличие оксидной пленки на поверхности контактных площадок, порошка припоя и выводах компонентов препятствует хорошей смачиваемости. Основными задачами, которые выполняет флюс в паяльной пасте, являются:
— удаление оксидной пленки с поверхности подложки, припоя и выводов компонентов;
— снижение поверхностного натяжение припоя;
— предотвращение повторного окисления поверхностей в процессе оплавления.
Как отмечалось выше, флюс состоит из канифолей, активаторов, тиксотропных материалов и растворителей. За паяемость отвечают канифоли и активаторы. Тиксотропные материалы и растворители на паяемость не влияют.

Рис. 27. Пример плохой
смачиваемости выводов
компонента
Различные гальванические покрытия выводов компонентов, ставшие популярными в микроэлектронике в последние годы, зачастую имеют существенный недостаток — оксидные пленки данных покрытий имеют высокую химическую устойчивость, и абсолютное большинство паяльных паст не способно полностью удалить с них оксидную пленку (см. рис. 27).
Поэтому активирующую способность паяльных паст оценивают по способности активирующих добавок флюса удалять оксидную пленку. Активаторы подразделяются на две группы:
— на основе галогенов;
— на основе органических кислот.
И те, и другие реагируют с окисленными покрытиями и очищают их. Реакционная способность зависит от конкретных компонентов флюса. Галогенсодержащие соединения обладают более высокой химической активностью, но при этом впоследствии способны вызвать коррозию в паяном соединении.
Реакция галогенов и органических кислот, например с медью, выглядит так:
1) Хлорсодержащий активатор:
CuO + 2HCl → CuCl2 + H2O
2) Органическая кислота:
CuO + 2(R-COOH) → (R-COO)2Cu + H2O
Эффективность смачивания связана со скоростью снятия окисной пленки. Это явление демонстрируют измерения на менискографе. Принцип измерения иллюстрирует рисунок 28. Скорость смачивания выражается расстоянием (или временем) между точками В — D. Пример графиков кривой хорошего и плохого смачивания приведен на рисунке 29. Справочная величина скорости смачивания хлорсодержащих и органических флюсов составляет соответственно 0,5–1 с для первых и 1–1,5 с — для вторых.
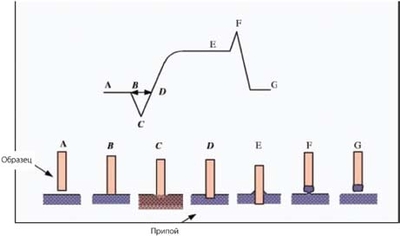
Рис. 28. Измерение скорости смачивания: А — исходное положение; В — точка соприкосновения образца с припоем; С — точка начала смачивания после того, как образец погрузился на 0,2 мм в припой. В этом месте припой выталкивает образец вверх; D — припой начал смачивать образец. Угол в точке контакта составляет 90°; Е — максимальное смачивание; F — точка отделения припоя от образца; G — исходное положение
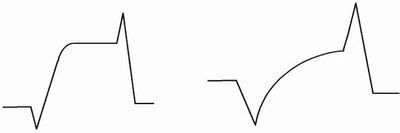
Рис. 29. Пример кривой хорошего (слева) и плохого (справа) смачивания
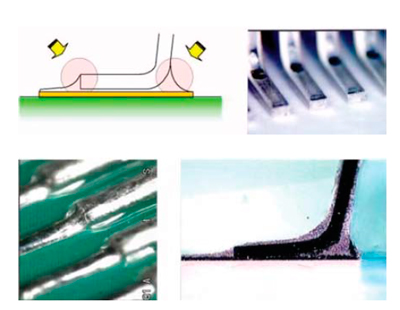
Рис. 30. Области контроля и примеры хорошей смачиваемости
Из сказанного видно, что галогенсодержащие флюсы быстрее удаляют пленку окиси.
Первоначально для оценки флюсов пользовались стандартом MIL. По МILQQ-S-571 флюсы подразделялись на тип R (на основе натуральных канифолей), тип RMA (слегка активированные, на основе натуральных канифолей), тип RA (активированные на основе натуральных канифолей) и флюсы типа LR (c малым остатком).
Теперь стандарт MIL заменили стандартом ANSI/J-STD-004. По этому стандарту паяльные пасты делятся на три группы (см. таблицу 1 в статье «Паяльные пасты: все о главном, часть 1»).
Чтобы удовлетворить потребности рынка и решить проблему плохой смачиваемости и низкого качества паяных соединений, для пайки по сильно окисленным поверхностям разработана паяльная паста KOKI S3X58(48)-M500C-5.
При проверке смачиваемости проверяют высоту галтели припоя с обеих стороны выводов компонента. (см. рис. 30).
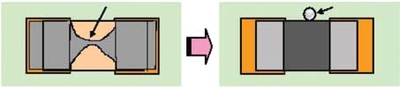
Рис. 31. Образование бусинок припоя
ШАРИКИ ПРИПОЯ
Дефект типа «шарики припоя» можно разделить на два класса:
— образование микросфер;
— образование бусинок припоя.
Возможные причины образование микросфер:
— окисление порошка припоя в исходном состоянии;
— окисление порошка припоя при оплавлении;
— осадка паяльной пасты после печати, при установке компонентов и при оплавлении;
— занос частиц припоя с трафарета.
Проблема появления микросфер связана с природой паяльной пасты и исходным качеством порошка припоя. Если порошок припоя сильно окислился на стадии производства (при получении порошка, его сортировке или перемешивании с компонентами флюса), то возникнут микросферы припоя. Поскольку для удаления окисной пленки с большого количества частиц требуется большое количество канифолей и активаторов, окисная пленка с поверхности этих частиц удалена не будет, и они будут выдавлены на поверхность паяного соединения.
На производстве контроль качества порошка припоя проводится не менее двух раз: сразу после сортировки порошка по размеру и после смешивания с флюсом. Испытание ведется по стандарту ISO на керамической пластине (см. сопроводительную документацию к продукции фирмы «KOKI»).
После смешивания с флюсом окисление маловероятно, поскольку флюс обволакивает и защищает от воздуха каждую частицу. Поэтому если на производстве у вас возникают проблемы с микросферами, то проверьте другие причины, помимо окисления.
Бусинки припоя (см. рис. 31) возникают, когда паяльная паста под каждым компонентом при оплавлении изделия размягчается и затягивается капиллярными силами под компонент, а затем, когда температура повышается до точки плавления припоя, он выскакивает сбоку компонента в виде бусинки.
Эту проблему трудно решить простым изменением состава флюса в паяльной пасте. Поскольку проблема связана с количеством пасты, наносимой на площадки при печати, вначале проверьте параметры трафарета: соотношение размеров апертур и площадок, толщину трафарета. Проблема появления бусинок припоя не связана с составом паяльных паст, а обусловлена избыточным количеством паяльной пасты на контактной площадки.
Советуем прочитать:
Паяльные пасты: Все о главном. Часть 1
Паяльные пасты: Все о главном. Часть 3